
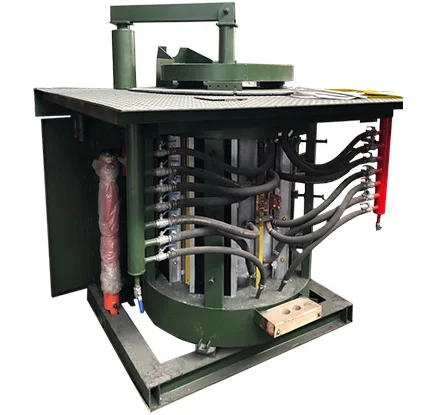















1.5吨铝壳中频熔炼炉
作者:河南熔克电气制造有限公司日期:2019-03-20 11:30:47浏览:16823
设备简介
1、中频感应炉在工作时节约电能,节约水,占地面积小,重量轻,施工方便,使用范围广泛。
2、采用三相全桥整流,直流叠加的方法,提高了输出电压,降低了高次谐波,对电网干扰小,同时变压器发热小,损耗低等特点。
3、具有熔化速度快,生产效率高等特点。
4、本中频感应炉有限压、限流、过压、过流、缺相、欠压、控制回路欠压、欠水压、红外测温仪(可选)冷却水温超限报警保护(可选)等多项保护功能。
5、本中频感应炉逆变回路采用并联谐振,控制电路集成化,中频电源采用零电压软起动。功率可无极调节,面板机构简单,内部智能控制,操作方便,性能稳定可靠,故障率低、检修方便等特点,大大减少了维修费。
铝壳中频熔炼炉由中频电源柜,补偿电容器组,减速机、支架、感应圈等组成。主要用于铸铁、不锈钢、合金钢、有色金属,包括重金属(如铜、铅)和贵重金属(如金、银)的熔炼等。设备应用于冶金行业,铸造行业,非金属熔炼等行业。


1.电炉容量以钢铁7.8的密度为标准
2.熔化时间和吨耗电量与设备匹配功率、原料形状、原料密度、工人熟练程度等因素有重要关系;
3.“吨耗电量(kwH/T)”是普通KGPS-BL并联中频电源耗电量,新型KGPS-CL串联中频电源可节电15%或以上;
4.可以根据用户需要设计不同功率,不同熔炼速度的非标产品;
产品优势
1、散热性能好,造价低,占地面积小;
2、快速熔炼、生产成本低;污染小、符合要求;
3、炉体翻转倾倒方便,金属成分均匀,温度均匀易控制;
4、可从冷炉直接起熔,溶液可全部倒空,更换熔料品种方便;
5、噪音低,工作环境好;
6、根据各种金属熔炼的不同要求,精心设计;
7、各种规格的感应线圈,合理选用铜管的壁厚及规格,从而提高电能的利用率;
8、采用高性能的绝缘材料;
9、感应线圈的匝间间隙便于维修,有利于水汽释放;
10、降低污染,可选用集烟装置。
中频感应熔炼炉的效率和损耗
1、 感应器内流过电流引起的发热损耗:该损耗被冷却水带走。这部分损耗是系统的主要损耗,与感应器结构、炉料物理性能、加热频率相关,常用“电效率”描述此项损耗。 电效率为传输到被加热工件的能量与感应器从电源得到的能量之比。
2、热损耗:被加热工件向周围散热引起的损耗,这部分损耗仅次于感应器损耗。常用“热效率”描述此项损耗,热效率为使工件加热的净热量与工件从感应线圈得到的总热量之比。
3、传输损耗:从变频电源向负载供电的电缆、母线引起的损耗,一般在2%~7%。
4、变换损耗:电源柜内的变流元件、滤波电感、换流电感、补偿电容的损耗,一般在2%~5%。
我们的中频炉电效率为 62%,热效率能达到75%,变频损耗为3%,传输损耗为 5%
工作原理
铝壳中频熔炼炉采用了感应加热的基本原理,"感应加热"即采用电磁感应方式在负载自身产生感应电流使负载加热的方法。 又运用了电磁感应定律e=W*-dΦ/dt。

